
روش های اندازه گیری انقباض
ابزار اندازه گیری انقباض در این آزمایش، میکرومتر و کولیس ورنیه بودند. اولین روش اندازهگیری، تقسیم طول پریفرم به پنج قسمت مساوی و علامتگذاری پارتیشنها بود. سپس قطر پریفرم در فاصله مساوی با شروع از یک انتها با استفاده از میکرومتر اندازهگیری شد. همچنین طول پریفرم در جهت محوری در سه مکان با استفاده از کولیس ورنیه اندازه گیری شد.
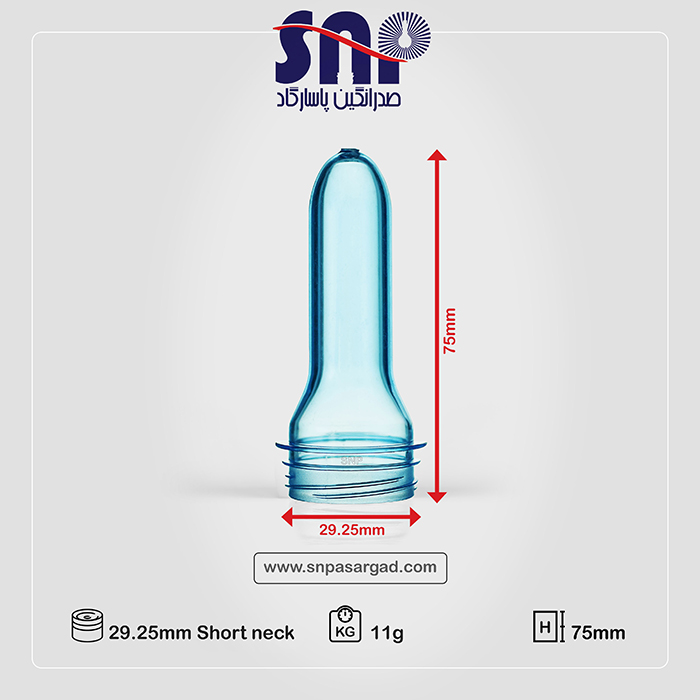
تفاوت انقباض در اندازه، یعنی اینکه حفره قالب و قطعه نهایی (پریفرم) تقسیم بر اندازه حفره قالب باشد. انقباض معمولاً به صورت درصد نشان داده می شود. انقباض نسبی به ترتیب به عنوان میانگین حسابی پنج و سه نقطه برای قطر و طول تعیین شد. در این حالت، قسمت به نخ کشیده پریفرم در معرض پارامترهای قالبگیری دمشی مانند دما و فشار قرار نمیگیرد. بنابراین، طول (L) همانطور که در شکل زیر نشان داده شده است در نظر گرفته شد.
 روش اندازه گیری پریفرم
روش اندازه گیری پریفرم
طراحی تجربی و نتایج آزمایش قالب گیری تزریقی
دمای ذوب مواد وارد شده به قالب با دمای سیلندر ماشین تعیین می شوند. در مقاله ” بهینه سازی پارامتر بطریهای پریفرم پلاستیکی پت در فرآیند قالبگیری تزریقی با استفاده از روش تاگوچی خاکستری”، تاثیر پنج عامل بر انقباض هم به صورت طولی و هم به صورت عرضی در جهت جریان، توسط نویسندگان مورد بررسی قرار گرفت.
از سوی دیگر، دمای قالبگیری به عنوان یک پارامتر کنترل کلیدی در فرآیند قالبگیری تزریقی پلاستیک در نظر گرفته شد. مدت زمانی که طول می کشد تا آب در گردش، در اطراف قالب خنک شود و قطعه پلاستیکی جامد شود، به عنوان زمان خنک کننده شناخته می شود. زمان سرد شدن به عنوان یک عامل تعیین کننده مهم انقباض شناخته شده است.
در نهایت، فشاری که برای تنظیم و بستن قالب استفاده می شود، به عنوان فشار نگهدارنده شناخته می شود. به دلیل تعیین فشار بیش از حد در داخل حفره قالب در آخرین مرحله تزریق، انتظار می رود فشار نگهداشته به کاهش انقباض کمک کند.
علاوه بر ایجاد فشار، تزریق بیشتر فشار بستهبندی میتواند به پر کردن ریز حفرهها با پلیمر در داخل قالب کمک کند.در فرآیند تولید پریفرم پت، ماشینهای قالبگیری تزریقی پارامترهای متعددی مانند دمای ذوب، زمان سرد شدن، فشار نگهداری، زمان تزریق، فشار تزریق، دمای قالب و زمان پر شدن دارند.
علاوه بر این، طراحی رانر یکی از روش های بهینه سازی در فرآیند قالب گیری تزریقی است. با این حال، شرکت اشرف نمی توانست اجازه ارزیابی و طراحی تغییرات را در رانر و سایر بخش های فیزیکی ماشین در حین کار آزمایشی بدهد. بنابراین مطالعه بر روی بهینه سازی پارامترهای فرآیند متمرکز شد.
در نتیجه، پریفرمها از مواد پلاستیکی پت با در نظر گرفتن چهار عامل کنترل با 3 سطح، یعنی دمای ذوب، دمای قالبگیری، فشار نگهداری و زمان خنک سازی تولید شدند، که طبق مطالعات قبلی تاثیرات قابلتوجهی بر انقباض داشتند. پارامترهای باقیمانده به عنوان عوامل ثابت در نظر گرفته شدند که مشابه تنظیمات سطح پارامترهای شرکت تنظیم شدند.
مقدار سطوح فاکتورهای کنترلی، با توجه به برد تنظیم پارامترهای دستگاه تزریق شرکت که دارای حداقل و حداکثر دامنه پارامترها است و با توجه به مطالعات قبلی بر اساس یافته های مربوط به آنها انتخاب شده است. به طور کلی پارامترهای این فرآیند، آرایش منظم و مناسب AO را تعیین می کند.
از آنجا که هر پارامتر در این مطالعه دارای سه سطح است، مجموع درجات آزادی (DoF) برای پارامترها هشت است. آرایه منظم متعارف L9 شامل چهار ستون، سه سطح و هشت درجه آزادی است. از نظر هزینه، یک آرایه متعامد L9 با چهار ستون و نه ردیف کافی می باشد. اما امکان استفاده از L27 OA نیز وجود دارد.
در نتیجه، L9 OA در آرایش تجربی برای پارامترهای قالب گیری تزریقی استفاده شد. فاکتورهای کنترل قالب گیری تزریقی انتخاب شده با مقادیر سطوح آنها در شکل زیر نشان داده شده است.
دستگاه و قالب پت
لینک های مرتبط:
تعریف پریفرم پت
در تولید پریفرم پت، از یک روش قالبگیری که به آن پریفرم نیز میگویند استفاده میشود. پت ذوب شده که در قالب مانند پمپ می شود به یک پیش فرم تبدیل می شود، که بیشتر در بطری های نوشیدنی، روغن یا مواد شوینده استفاده می شود.
ویژگی های بارز پریفرم پت، اندازه و قطر بطری است، که نوع درب بطری پیچی و کاربرد بطری را تعیین می کند (برای آب ساکن، آب گازدار، روغن، شیر).
از سوی دیگر، ساختار لوله ای بطری در طول عملیات دمیدن و قالب گیری تزریقی تشکیل می شود و وزن پایه، محصول نهایی را تعیین می کند. قطر، طول و شکل، عناصر اولیه ای هستند که ویژگی های اساسی ظرف دمیده شده را مشخص می کنند.
پلیمر پت که برای ساخت پریفرم پت استفاده می شود، رنگی ندارد و کاملا شفاف است. اما هنگامی که از طریق افزودنی هایی رنگ آمیزی می شود، می توان آن را در رنگ های مختلفی رنگ آمیزی کرد تا با مشخصات مشتری مطابقت داشته باشد.
ضخامت کمتر بطری پلاستیکی پریفرم باعث صرفه جویی در مواد می شود و البته ظرف نهایی را سبک تر می کند. اما در نظر گرفتن استحکام بطری و نوع فرمی که می خواهید به دست آورید نیز مهم است. برای راه اندازی یک فرآیند با تولید کارآمد، بررسی دقیق نیازهای مشتری حیاتی است.
طراحی گلوگاه بطری پت یکی دیگر از عواملی است که نباید نادیده گرفته شود. این جزء میتواند سبکتر و سفارشیتر تولید شود و کیفیت ظرف را بیشتر بهبود بخشد.

نمونه از انواع پریفرم پت