
دنباله انحراف
انقباض قطر (شعاعی) و طول (محوری) به صورت خطی در محدوده صفر و یک بار دنباله مرجع 1 نرمال شدند. انحراف دنباله به صورت فرمول شماره 4 که در زیر مشاهده می کنید محاسبه می شود:

در این فرمول دنباله انحراف به صورت Δ0j l تعیین می شود و به ترتیب تفاوت در مقدار مطلق بین دنباله های مرجع و قابل مقایسه X0 l ∗ و Xj l ∗ است. برای محاسبه از رابطه (4) استفاده شد.
ضریب رابطه “گری“
ضریب رابطه خاکستری با استفاده از فرمول شماره 5 و در زمانی که توالی اصلی نرمال شد و دنباله انحرافش محاسبه گردید، تعیین می شود.

که در آن ζ > 0 < یک و ζ ضریب متمایز است. هرچه تشخیص آن بهتر باشد، ضریب کوچکتر است. اکثر تحقیقات در مطالعات گذشته از مقدار 0.5= ζ استفاده می کنند زیرا اثرات متمایز کننده متوسط و ثبات مناسبی را ارائه می دهد.
لینک های مرتبط:
درجه رابطه “گری“
رابطه بین توالی مرجع و توالی مقایسه ای توسط درجه رابطه “گری” نشان داده شده است. درجه رابطه “گری”، میانگین وزنی پاسخ های متعدد ضریب این رابطه است. در این تحقیق وزن w با استفاده از تحلیل مولفه اصلی تعیین گردید، زیرا ممکن است تمامی آن ها نتایج وزن برابر نداشته باشند. همچنین مشخص گردید که دو نتیجه به دست آمده دارای ضریب وزنی برابر 0.5 هستند. در نتیجه رابطه “گری” از طریق فرمول شماره 6 محاسبه می گردید:
جدول شماره سه، دنباله نرمال شده، توالی انحراف، ضریب رابطه “گری” و درجه نتایج رابطه “گری” رابطه نشان می دهد.
| *** | توالی نرمال | توالی انحراف | ضریب رابطه گری | *** | |||
| آزمایش | قطر | طول | قطر | طول | قطر | طول | GRG |
| 1 | 0.928 | 0.866 | 0.072 | 0.134 | 0.874 | 0.789 | 0.832 |
| 2 | 1.000 | 1.000 | 0.000 | 0.000 | 1.000 | 1.000 | 1.000 |
| 3 | 0.792 | 0.833 | 0.208 | 0.167 | 0.706 | 0.749 | 0.728 |
| 4 | 0.000 | 0.000 | 1.000 | 1.000 | 0.333 | 0.333 | 0.333 |
| 5 | 0.083 | 0.167 | 0.917 | 0.833 | 0.353 | 0.375 | 0.364 |
| 6 | 0.591 | 0.749 | 0.409 | 0.251 | 0.550 | 0.666 | 0.608 |
| 7 | 0.383 | 0.665 | 0.617 | 0.335 | 0.448 | 0.599 | 0.524 |
| 8 | 0.628 | 0.749 | 0.372 | 0.251 | 0.573 | 0.666 | 0.620 |
| 9 | 0.155 | 0.500 | 0.845 | 0.500 | 0.372 | 0.500 | 0.436 |
جدول شماره 3: مقدار انقباض در زمان قالب گیری تزریقی پریفرم بطری پت پلاستیکی
| پارامتر | سطح 1 2 3 | ||
| دمای ذوب بر حسب درجه سانتی گراد (A)
| 0.853 | 0.435 | 0.526 |
| دمای قالب بر حسب درجه سانتی گراد (B) | 0.563 | 0.661 | 0.591 |
| نگه داشتن فشار بر حسب مگاپاسکال (C) | 0.686 | 0.590 | 0.538 |
| زمان خنک شدن بر حسب ثانیه (D) | 0.544 | 0.711 | 0.560 |
جدول شماره 4: جدول پاسخ تزریق پلاستیک به قالب پریفرم از طریق دستگاه قالب گیری تزریقی
| دمای قالب بر حسب درجه سانتی گراد (B) | 0.563 | 0.661 | 0.591 |
| نگه داشتن فشار بر حسب مگاپاسکال (C) | 0.686 | 0.590 | 0.538 |
| زمان خنک شدن بر حسب ثانیه (D) | 0.544 | 0.711 | 0.560 |
جدول شماره 4: جدول پاسخ تزریق پلاستیک به قالب پریفرم از طریق دستگاه قالب گیری تزریقی
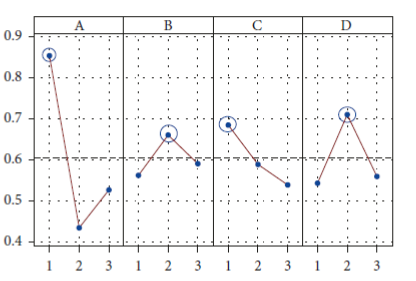 شکل شماره 5: جدول پاسخ تزریق پلاستیک به قالب پریفرم از طریق دستگاه قالب گیری تزریقی. عمودی: میانگین درجه رابطه گری- افقی: سطح
شکل شماره 5: جدول پاسخ تزریق پلاستیک به قالب پریفرم از طریق دستگاه قالب گیری تزریقی. عمودی: میانگین درجه رابطه گری- افقی: سطح

تنظیم بهینه سطوح
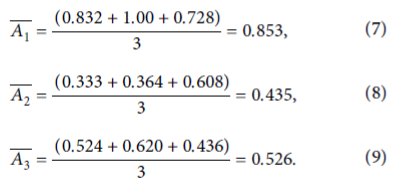
میانگین درجه رابطه “گری” برای هر سطح از عوامل کنترل قالب گیری تزریقی با استفاده از روش تاگوچی با نرم افزار مینی تب محاسبه گردید. این مهم با مرتب سازی درجه “گری” که مربوط به سطوح پارامتر قالب گیری تزریقی است در ستون های آرایش قائم انجام گردید. به عنوان مثال در ستون هشتم در آرایش قائم، سه ردیف اول که آزمایش های شماره یک، دو و سه بودند، از سطح یک پارامتر قالب گیری تزریقی استفاده گردید. در جدول شماره سه می توانید این آزمایش ها را ببینید. همچنین برای آزمایش های شماره چهار، پنج و شش، پارامتر قالب گیری تزریقی بر روی سطح دو قرار گرفت و در نهایت در آزمایش های شماره هفت، هشت و نه این مقدار در سطح سه قرار داشت. مقادیر مرتبط برای درجه رابطه “گری” در سطح یک برابر با 0.832 و 1.000 و 0.728 بود. به همین دلیل میانگین آنها، میانگین مقادیر رابطه “گری” در سطوح یک، دو و سه بودند که در معادلات 7، 8 و 9 به ترتیب نشان داده شده است.
محاسبات برای سطوح دیگر پارامتر نیز با استفاده از همان رویکرد انجام گرفت و نتایج آن را در جدول شماره چهار می توانید مشاهده کنید.
نتایج جدول شماره چهار و شکل شماره پنج
هرچه ویژگی های چند گانه به دست آمده بیشتر باشد، درجه رابطه “گری” نیز بالاتر است. نتایج جدول شماره چهار و شکل شماره پنج نشان می دهند که سطح بهینه تنظیمات عوامل کنترل تزریق پلاستیک، A در سطح یک (دمای ذوب 260 درجه سانتی گراد) B در سطح دو (دمای قالب گیری 70 درجه سانتی گراد) و C نیز در سطح دو (زمان خنک شدن 15 ثانیه) می باشد.