
بهینه سازی پارامترهای بطری پلاستیکی پریفرم پت در فرآیند قالب گیری تزریقی
فرآیند قالب گیری تزریق پلاستیک در جهت ساخت اجسام با دمیدن در قالبگیری پریفرمها در یک دستگاه قالبگیری تزریقی و سپس گرم کردن مجدد پریفرمها برای قالبگیری دمشی یا دمیدن در قالب گیری ظروف بسیار بزرگتر، مورد نظر می باشد. همچنین رایج است که چرخه قالب گیری تزریقی به طور قابل توجهی طولانی تر از چرخه قالب گیری دمشی برای پریفرم ها در ظروف بزرگتر است.
انقباض باعث ایجاد نقص در پایداری ابعاد قطعات می شود. انقباض بی رحمانه باعث خم شدن یا تاب خوردگی اجزای قالب بندی شده و همچنین تأثیر منفی بر دقت و ثبات ابعادی اجسام می شود. رفتار جمع شدگی اجزای قالبگیری تزریقی، تحتتاثیر عوامل متعددی از جمله طراحی قالب، مواد و پارامترهای فرآیند قالبگیری است. در طول قالبگیری تزریقی، تعداد زیادی از پارامترهای فرآیند باید تحت کنترل باشند.
تأثیر پارامترهای قالب گیری تزریقی پلاستیک
دما، فشار و زمان سه گروه اصلی هستند که در آنها پارامترهای فرآیند برای قالب گیری تزریقی تنظیم شده است. تاب خوردگی، در اثر کشش داخلی ایجاد میشود. زمانی که تاب خوردگی ایجاد میشود، که انقباض در قطعات و در سراسر ضخامت آنها ناهموار و غیر همسان باشد. دلایل زیادی مانند فشار پایین تزریق، دمای بالای مذاب، دمای بالای قالب، فشار نگهداری کم و زمان خنک شدن کوتاه میتواند باعث انقباض بیش از حد مجاز شود. با توجه به نتایج آنها، مدت زمان بستهبندی و فشار بستهبندی، هر دو معیار حیاتی برای تاب برداشتن و انقباض می باشند.
تحقیقات زیادی برای مشاهده اینکه چگونه تنظیمات قالب تزریقی بر کیفیت مکانیکی قطعات قالبگیری شده و بروز خطاهای قالبگیری تأثیر میگذارد، انجام شده است. در مقایسه با سایر عوامل مانند دمای قالب، دمای ذوب و سرعت تزریق، فشار بسته بندی مهم ترین عامل است. تاب خوردگی و انقباض به طور چشمگیری با افزایش فشار بسته بندی کاهش می یابند. در نتیجه، کارخانه قالبگیری تزریق پلاستیک، اغلب پارامترهای پردازش ایدهآل را تعیین میکند. زیرا تأثیر چشمگیر و مستقیمی بر کیفیت و قیمت محصول دارد.
روش قالبگیری تزریقی دارای تعدادی نقص می باشد که بر کیفیت بطریهای پریفرم پت تأثیر گذاشت. شایع ترین عیوب مربوط به انقباض، مانند تغییر شکل، سوختگی، ترک خوردگی و مواد اضافی پلاستیک های پریفرم پت می باشد. در نتیجه این نقص ها، اقلام رد یا بازیافت شدند. تکنیک بهینه سازی Grey-Taguchi برای بهینه سازی بطری های پلاستیکی پریفرم پت با استفاده از رایجترین فاکتورهای کنترلی دمای ذوب، دمای قالب، زمان خنک سازی، فشار نگهداری و دو پاسخ انقباض شعاعی و انقباض محوری استفاده شد.
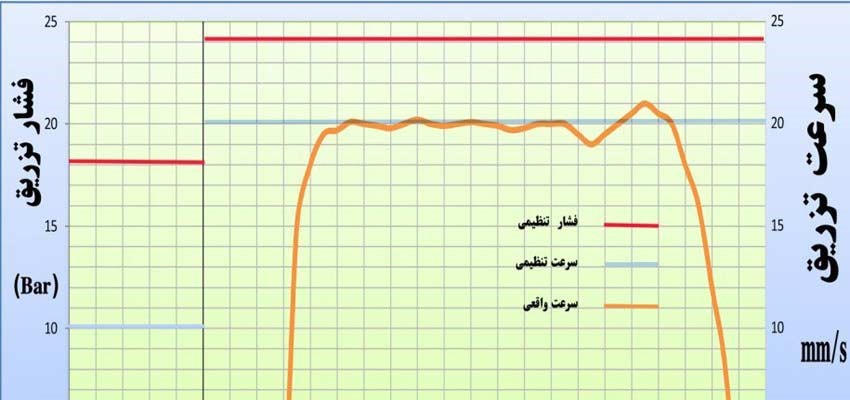
پارامترهای تزریق قالب گیری
لینک های مرتبط:
مواد و روش های قالب گیری تزریقی
انقباض دیفرانسیل در قطعات پلاستیکی می تواند باعث تاب خوردگی شود. تغییرات در انقباض می تواند به دلیل جهت گیری مولکول و الیاف، دمای قالب گیری، واریانس بسته بندی یا سطوح مختلف فشار به دلیل سخت شدن مواد در ضخامت اجزا ایجاد شود.
تاب خوردگی ناشی از تنش داخلی زمانی رخ می دهد که انقباض در سراسر قطعات و ضخامت اجزا متفاوت و ناهمسان باشد. اجزای پلاستیکی قالبگیری شده میتوانند تا 20 درصد حجم خود را در دمای تولید و دمای محیط ارزیابی کنند. دلایل زیادی می توانند در انقباض بیش از حد نقش داشته باشند. از جمله این عوامل عبارت هستند از:
فشار تزریق پایین، دمای قالب بالا، زمان خنک شدن کوتاه، دمای مذاب بالا و فشار نگهداری کم.

قالب گیری تزریقی
قالب گیری تزریقی یک روش تولید عمده در صنعت پلاستیک است. در یک تحقیق از فناوری قالب گیری تزریقی به طور انحصاری برای ساخت پریفرم پت استفاده شد. گرانول های پت ابتدا در قیف ریخته می شوند. سپس گرانول ها از طریق قیف به یک بشکه گرم شده وارد می شوند و توسط یک پیچ چرخان به حالت مذاب خرد می شوند. پیچ پلاستیک، مذاب را با توجه به مقدار برنامه ریزی شده ای از طریق گیره هیدرولیک، وارد می کند. پیچ پلاستیک، توسط نیروی موتور الکتریکی و پمپ هیدرولیک احاطه شده است.
زمانی که اقلام در حال خنک شدن می باشند، گیره هیدرولیک، قالب ها را در کنار هم نگه می دارد. در طول این روش، قالب با استفاده از خنک کننده آب خارجی سرد می شود تا اطمینان حاصل شود که پریفرم به سرعت سخت شده و تا حد امکان همگن است. محصولات نهایی پس از خنک شدن توسط یک پین اجکتوری که پریفرم را از قالب بیرون می راند، از قالب خارج می شوند. شکل زیر فرایند قالب گیری تزریقی را برای پریفرم ها نشان می دهد.

قالب گیری تزریقی پریفرم